纺织品的色差是指纺织品标样与试样在色觉上的差异,它是明度差、彩度差和色相差的综合体现。可以通过色差仪等颜色检测仪器测量,并经过相应的色差公式计算而得到相应的色差数值。那么,纺织色差计算公式有哪些?色差公式在纺织行业有何具体应用?本文为大家做了介绍,感兴趣的朋友可以了解一下!

纺织色差常用计算公式介绍:
1.CIELAB色差公式
1976年,国际照明协会推出了基于 CIE1976L*a*b*颜色空间的CIELAB色差公式。表示如下:
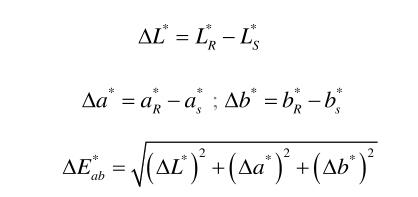
记标样为 S(standard),试样是 R(real)。L*表示明度;a*、b*为色度。△L*表示两个样品之间的明度差,△a*、△b*表示色度差,△E*ab表示总色差。其都可以用上面公式计算得到。
2.CMC色差公式
CMC色差公式引入了明度权重因子l和彩度权重因子 c,即是调节明度和彩度的相对宽容量,两者在纺织产品的质量控制多采用l:c=2:1。该色差公式的表达式为:
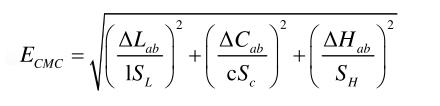
式中:

其中Lab.std,Cab.td,hab.td均为标准色样的色度参数。
3.CIEDE2000色差公式
CIE DE2000色差公式是年最新色差公式。该公式计算过程极其复杂,将更多的影响因素都考虑在内,其总式为:

其中各个符号的含义及计算过程如下:
第一步:根据计算CIELAB空间中的L*、a*、b*和C*ab的公式进行运算,如下式所示。
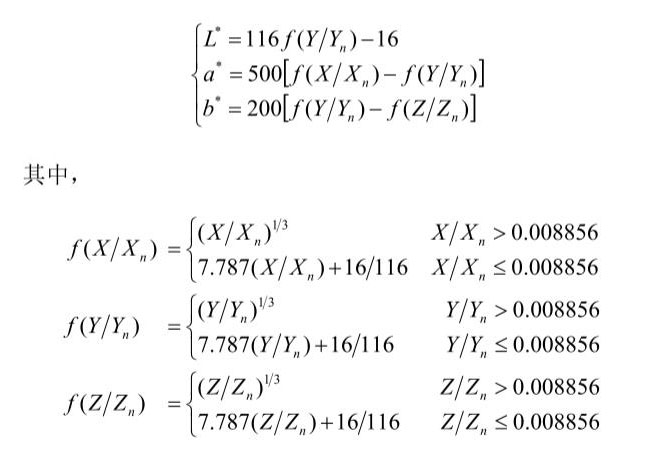
其中:C*ab=[(a*)2+(b*)2]1/2
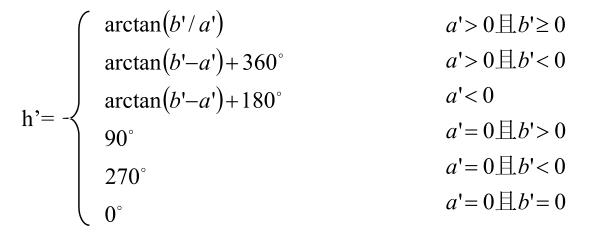
第二步:计算出a'、C'和h'。
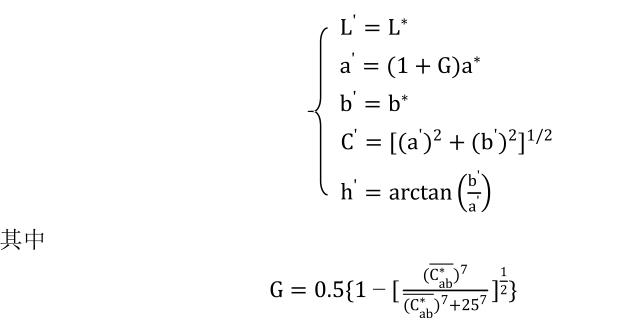
 是样品对中两个色样的算术平均值,在计算h'时,需要根据色调角所在象限即a'和b'的正负取值来确定,如下式。
是样品对中两个色样的算术平均值,在计算h'时,需要根据色调角所在象限即a'和b'的正负取值来确定,如下式。
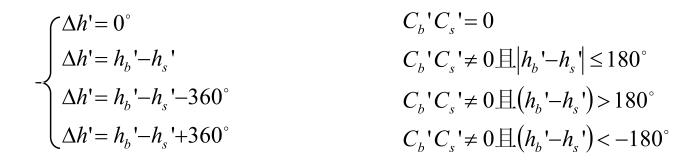
第三步:计算△L'、△C'、△H'。
第四步:计算CIEDE2000色差△E00。

其中:

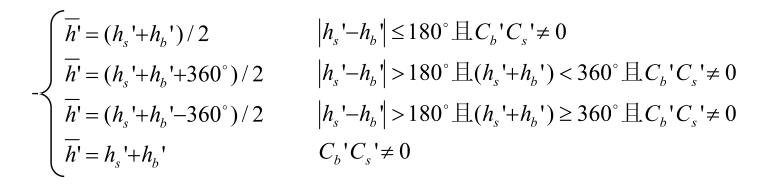
在上式中, 分别是样品对中两个色样L'、C'和h'值的算术平均值。在计算h'平均值时,若两个颜色的色调角位于不同象限里,需要特别注意,一面出错。因此,为了准确地计算平均色调角h',建议采用下列换算公式,如下所示:
分别是样品对中两个色样L'、C'和h'值的算术平均值。在计算h'平均值时,若两个颜色的色调角位于不同象限里,需要特别注意,一面出错。因此,为了准确地计算平均色调角h',建议采用下列换算公式,如下所示:
CIEDE2000 色差公式中的参数因子KL、KC、KH仍用于修正实际观测实验条件的变化,根据具体的色差评价环境条件,采用与前述相关色差公式中类似的方法进行分析和定义,因此沿用CIE94色差公式的参照条件,来确定CIEDE2000色差公式的参数因子KL=KC=KH=1。
色差公式在纺织行业的具体应用:
色差公式在织物评价中最重要的应用便是结合测配色系统达到颜色品质评估及控制的目的,色差公式用于量化样品间颜色的差异变化。通常,这样的工作都是由有经验的配色师操作,但是为了减少劳动力的消耗,节约时间,同时为使之更为客观和精确,会应用色差公式结合测配色系统加入到测色仪器的方法,即仪器化的测色方法代替目视评估。一些典型的颜色品质控制的任务包括:1)颜色差异量化及设定色差的宽容度以做出合格/不合格的决定;2)评估样品的色牢度;3)预测一对样品间的同色异谱效应。
1.颜色差异量化及容差设置
在工业生产颜色品质评估中,以量化的色差来表示样品颜色间的差异比用肉眼对比的方式更为准确。同时,量化的数据更方便传输和管理。在相同色区的颜色比较色差时,色差公式与采用目视法测色差具有很好的一致性;而在不同色区的颜色比较色差时,由于颜色空间的不均匀性及人眼对不同色区或不同明度的敏感度不同,采用色差公式与目视法测色差的一致性不佳,但随着色差公式的发展,色差公式对应的颜色空间的均匀性不断增加,以CMC(kl:kc)为例,就已改善了两者间的一致性,在实际生产中的应用也日益广泛,而CIEDE2000的颜色空间均匀性则比CMC(kl:kc)更佳。
成功的颜色品质控制很大程度上依靠于一个可靠的色差公式。此外,也需要设立容忍度的量级,用于判断一批产品在容忍度之内(合格)或在容忍度之外(不合格)。容忍度即是实际生产的产品的颜色对于标准样品所能容忍的色度偏差。制定色差容忍度需根据买卖双方的个人要求,综合考虑可觉色差、控制色差的成本等因素,一般采用CIEL*a*b*颜色空间,或可加上明度、色调、饱和度用图解的方式制定色差容忍度,用于评价织物颜色是否合格,达到颜色品质控制的目的。
2.纺织品色牢度评估
织物颜色牢度是指有色的织物的颜色经受不同方式的处理(如光照、水洗等)而颜色不变的能力。色牢度的评级传统上采用目视评级的方式,而目视评级由于其自身的缺点,不如基于色差公式的仪器评级,后者能克服人为因素所带来的种种误差。
对色牢度仪器评级一般是用仪器测定原织物及经过处理织物样品的相关色度值,再用公式转化为相应的灰卡级数。
3.纺织品同色异谱检测
色差公式的另一个应用便是预测样品间同色异谱的程度。国际照明标准词汇把同色异谱定义为:一对光谱不同的颜色在某一观测条件下拥有相同的三刺激值。有几个因素会影响同色异谱效应:照明体,观测者,几何条件等。
在很多情况下,在织物印染行业中,使用理想的一系列着色剂来获得光谱匹配的颜色是不可能,故只能配出同色异谱色,同时需降低两样品间的同色异谱程度(同色异谱程度越低,在不同条件下,颜色差异便变化越小),使配出的颜色同标准样品之间的色差几乎不受条件改变的影响。同色异谱程度可用同色异谱指数表示。根据国家标准 GB/T 7771—2008《特殊同色异谱指数的测定 改变照明体》计算同色异谱指数来评定织物的同色异谱程度。
纺织色差多少合格?
色差的单位是NBS,即△E=1时称为1个NBS色差单位,用AE的绝对值表示颜色与视觉感受之间存在的色差程度。当0<△E<1时,几乎感觉不到色差;当1<△E<2时,色差感觉很小;当2<△E<3.5时,色差感觉中等;3.5<△E<6时,色差感觉明显;△E>6时,对色差感觉强烈。根据得到的色差结果分析纺织布品的颜色是否合格。